脉冲输入口
A:观察脉冲频率
如果脉冲频率过高、接近或超过说明书范围,那么可能是应用方面的问题。目前我们普通脉冲口支持OC形式脉冲频率上限为200K,差分的为500K,高速脉冲口最高支持4M。
现场如果出现数量特别大的丢脉冲情况,很有可能是脉冲频率过高了。
验证方法:通过调整电子齿轮比,把脉冲频率降下来,看看是否还出现丢脉冲情况。
B:观察计数异常的规律
伺服每次只在换向瞬间,出现脉冲数多/少一个或者两个,其它时间没问题,那可能是上位机的脉冲信号超前方向信号了;另外,在福永新益昌现场也发现,原来是方向加脉冲的信号,由于接线错误,把PULS+与SIGN-接成了一组,PULS-与SIGN+接成了一组,把脉冲信号类型设成CW/CCW后,也能接收脉冲,只是每一个周期都会多加一个脉冲。
如果每次脉冲计数异常值,都是很有规律,重复性很好的,那么很有可能是上位机或者是驱动器内部软件的时序或者中间处理上有一些问题。典型的现场是杭州泰瑞全电动项目:脉冲计数异常情况如下表1示,虽然看似有点随机,很像是干扰,但是出现了三次344,一次172,且最大偏差数总是小于344这个重复值;尝试把上位机的开模最高脉率频率设成25K、关模最高频率设成5K后,偏差情况如表2示,规律更明显。由于IS560的脉冲计数周期是1mS,1mS乘以最高脉冲频率并四倍频后刚好与脉冲偏差数相符,确认是软件内部脉冲计数被别的中断影响了。由于上位机对脉冲输出做了梯形平滑处理,所有脉冲偏差数会出现一些低于最高值的随机数。
滤波参数 | 重复次数 | 每次脉冲计数偏差记录 |
40(被设定) | 50次来回 | 少142个、344、294、344、197、172 |
3 | 40次来回 | 少196个、59、154、59、344 |
(表1)
滤波参数 | 重复次数 | 每次脉冲数目记录 |
3 | 50次来回 | 开模少99、98 关模少19、19、20、20、 |
(表2)、
如果输入脉冲频率没有超过或接近允许的上限,而随机地出现丢几个/几十个,或者多几个/几十个脉冲、脉冲偏差数无规律的情况,那么这种情况很可能是干扰造成的。
C:看看简单的抗干扰措施有无效果
通过增大脉冲滤波窗口(普通H0A24、高速H0A30)、在脉冲线上绕磁环、在动力线上绕磁环等简单方法,看看脉冲计数异常的情况有没有朝好的方向变化的趋势。如果有,则可能是电磁干扰问题,如果没有,则可能要在别的方面找原因。
编码器接收口
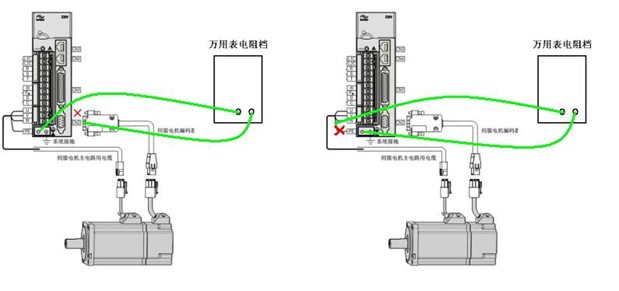
A: 检查接地线
检查各接地端子是否有松动、接触不良;掉电后,拔掉驱动器侧的编码器插头,保持电机PE接驱动器散热器,用万表用电阻档量驱动器散热器与拔下的编码器插头金属头,如果直通,则说明驱动器与电机之间的PE线是接触良好的;插上编码器插头,把打在驱动器散热器上的电机PE线松下,用万表用电阻档量驱动器散热器与松开的电机PE线,如果直通,则说明编码器线上两端的PE线是接地良好的。
B: 观察编码器报错的规律
观察是否与电机温度有关,是否重载运行一段时间才会报,而刚上电运行时不报;
观察是否与振动有关,是否报错瞬间都有强烈的振动,有手甩动编码器线看看能不能复现报错;
观察是否与电机转速有关,是否报错瞬间电机转速都高于某个值;
观察是否固定在某个工位报错;
如果与振动、温度、转速、工位都无关,那么对比一下驱动器处于零速空载时、与有一定的转速正常跑起来时的情况,如果是零速空载时报错的概率明显要大,那么应该是电磁干扰问题。
C: 确认接地正常后,在编码器上绕一个磁环,观察报错情况是否有明显改善,如果有改善,应该是干扰问题。
D:确认编码器供电是否正常
编码器供电电源会在导线上产生一定的压降,在编码器线比较长的场合,需要相应地增大线径,以减小压降,否则当编码器侧的供电电压低于4.75V时,编码器有可能工作不正常;
另外,我们在控制板上的CN1端口上,对外提供了5V、24V端口,如果5V、24V带载太大的话,也会造成编码器的供电电源跌掉。
现场如果疑似有编码器线长过长、5V、24V带载过重的情况,可能万用表测量编码器线靠近电机侧的5V电压情况,大于4.75V可认为是正常的。
通讯口
A:检查是否按要求配线(屏蔽、双绞、接地)。
B:对比伺服使能和RDY状态下,通讯中断/报错的情况是否有明显差异,如果使能状态下报错明显比RDY状态下频繁,那应该是干扰问题。
C:看看简单的抗干扰措施有无效果
在通讯线上绕磁环、在驱动器动力线上绕磁环,看看报错情况有没有朝好的方向变化的趋势。如果有,则可能是电磁干扰问题。
判断是否为机械打滑
通过确认H0B17与机械位置是否吻合来判断是否存在机械打滑。
在大部分往返重复的应用中,每个周期的动作、指令都是固定、重复的,那么每一个动作对应的H0B13、H0B17、机械位置都是固定的、相互吻合的;如果H0B13出现了异常,那么是脉冲接收出现了问题,如果H0B13/H0B17是正常的,而机械位置错了,那么是存在机械打滑。
在非往返重复的应用中,也可以通过观察H0B17的变化量,根据齿轮比换算成机械位置的变化量,与实际的机械位置变化量对比,看是否吻合来判断是否存在打滑。
现场电磁干扰问题的主要原因
信号线两端的地平面存在高频电势差
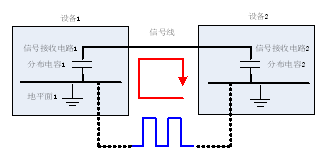
信号线两端地平面的高频电势差,会通过设备内部PE与GND、接收电路间的分布电容,在信号线上形成共模干扰回路。
这种地平面电势差,常见于驱动器外壳与电机外壳、驱动器外壳与上位机接地点之间。
线缆不合规范
一般关键信号线上,我们都要求使用屏蔽、双绞线,同时推荐把信号两端的参考地也接起来。如果线缆不合规范,那么信号的抗共模干扰能力将大打折扣。
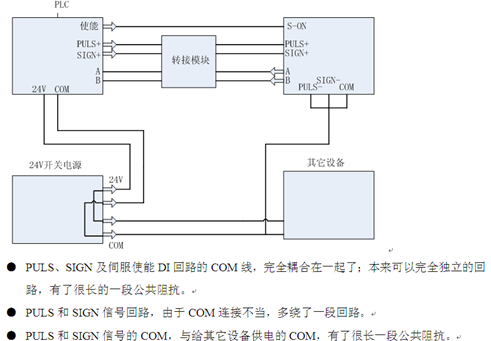
接线不合理
A:引入公共阻抗干扰
接线不合理引入的电源线与信号线之间的公共阻抗,会严重影响信号质量。
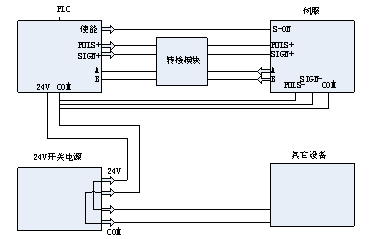
下图是一个典型的引入公共阻抗干扰的接线方式,要注意避免。
B:动力线与信号线靠得太近、平行走线。
现场电磁干扰问题的主要处理方法
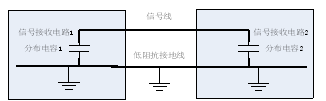
消除信号线两端地平面的高频电势差。
一个良好的地平台(完整的金属机座、机柜等)、低阻抗的接地系统,可以保证电机外壳与驱动器外壳、 驱动器外壳与上位机地平台的等电位,是解决现场大部分EMC问题的简单有效的方法。
A:采用低阻抗(线径粗、长度短)接地线,将信号线两端地平面连接起来,消除电势差。一直强调的接地良好、驱动器与电机的PE接好,都有这方面的原因。在干扰场合,可以考虑额外在电机与驱动器、驱动器与上位机间再拉一根低阻抗地线。
B:系统的各个设备,都安装在一个完整的金属架台上、或者安装在同一个金属背板上。一般对EMC要求较高的设备厂,在设计时就会采用此种方法,现场临时整改的话难度较大,不好实施。
规范线缆
尽量使用说明书上要求的线缆类型(包括是否双绞、是否带屏蔽、线径大小等);现场的使用的通讯线、编码器线等,如果不是我们公司生产的话,可优先尝试更换我们生产的线缆,有助于快速定位问题。
规范接线
A:避免产生电源线与信号线的公共阻抗干扰;减少信号线间的公共阻抗干扰。
我们推荐的设备接线方式如下
B:动力线与信号线间尽量保证一定的距离,避免靠得很近、长距离平行走线(动力线与信号线需要交叉的地方尽量垂直走线)。
C:所有动力线、信号线在满足使用的基础上长度越短越好;所有动力线、信号线,的回路面积越小越好。
调整滤波参数
根据输入脉冲的频率、电机的实际最高转速/编码器信号的最高频率,适当调整滤波参数。
磁环
驱动器、电机作为系统中主要的干扰源/漏电流产生源,在驱动器电源进线RST上绕磁环、电机动力线UVW上绕磁环,可有效降低驱动器、电机的对外干扰及漏电流;
在脉冲口、编码器线、通讯线上绕磁环,可有效提高相关信号的抗干扰能力。
注:RST或者UVW,要三根线同时穿过磁环,不要每根线绕一个磁环,另外,也不能把PE线绕进去。
脉冲计数不准的处理:详见《通报:伺服脉冲计数不准问题现场处理方法》。
其它方法
驱动器采用隔离变压器单独供电:成本高、效果好,可以解决大部分的EMC问题,包括漏电流。